pressa piegatrice selezione materiale: generalmente T8 o T10, e migliore materiale 42CrMo, richiede alta resistenza,
alta tenacità e buona resistenza all'usura, scegliere lavorazione a freddo morire acciaio. Cr12MoV è un materiale molto buono. Il
le prestazioni possono essere soddisfatte, le prestazioni del processo sono buone, il prezzo sarà elevato. 42CrMo è un massimo
acciaio legato temprato e temprato ad alta resistenza, buona tenacità. Può funzionare sotto i 500 gradi.
Acciaio per utensili in lega di alta qualità Fabbricazione, affilatura, resistenza all'usura, durezza dello stampo di flessione fino a
HRC 45 gradi -49 gradi, materiali di forgiatura, lavorazione meccanica, tempra superficiale (lavorazione ad alta frequenza)
L'elaborazione del lavoro degli utensili della pressa prima di iniziare
Prima di accendere l'alimentazione, collegare prima l'alimentazione. Perché la potenza della piegatrice è molto forte
grande, l'alimentazione deve soddisfare i requisiti per evitare un'anomalia. Il prossimo passo è aprire il
interruttore. In base a questa premessa, la pompa dell'olio inizia a funzionare, ma la macchina non è ancora entrata nella normalità
condizioni di lavoro. Secondo, debugging
La modulazione è una parte indispensabile del funzionamento meccanico, perché lo stampo ha requisiti elevati
dimensione e forma. Questo è lo standard che lo stampo deve soddisfare. Secondo diversi materiali, diversi
le lacune sono progettate. Se lo spazio non è progettato durante la messa in servizio, la probabilità di danno alla macchina
aumenterà drammaticamente.
In terzo luogo, la selezione di slot
Quando viene utilizzato lo stampo per la piegatrice, occorre prestare attenzione alla selezione della tacca.
Il metodo specifico può essere eseguito in base al diverso spessore della piastra, di solito otto volte
la larghezza. Pertanto, prima della selezione, provare a eseguire calcoli accurati per evitare l'errore troppo. Grande.
L'operazione standard deve essere un prodotto di alta precisione. Pertanto, alcuni preparativi prima del
sono necessari stampi per piegatrice.

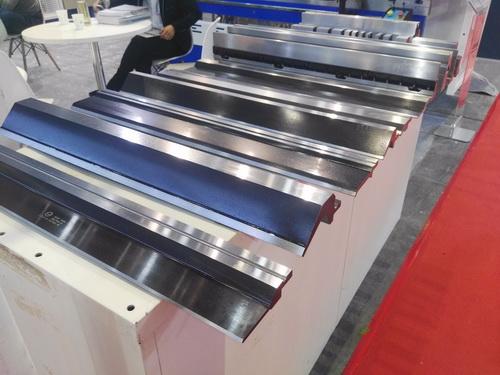
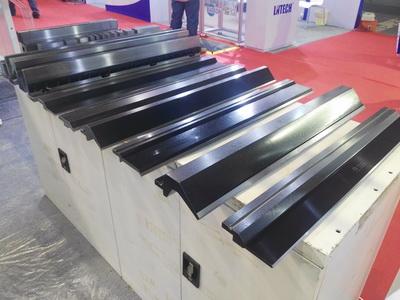
I materiali comuni per le macchine per presse piegatrici sono T8, T8A, T10, T10A, 42CrMo, Cr12MoV. 42CrMo,
Cr12MoV viene spesso utilizzato come stampo per macchine piegatrici CNC. Il materiale dello stampo della piegatrice
è uno dei fattori più importanti che influenzano la vita di servizio. La selezione dei materiali è buona e il servizio
la vita sarà relativamente estesa senza altre variabili.
Un altro fattore importante che influisce sulla durata è il processo di trattamento termico durante la lavorazione.
In primo luogo, il trattamento termico per tutto il corpo e l'ossidazione del bordo del coltello sono due concetti. Per salvare l'elaborazione
costi, alcuni produttori di stampi per piegatrici non subiscono un trattamento termico per tutto il corpo dopo lo stampaggio,
ma ossidare il bordo del coltello nella parte più importante della piegatrice. La durezza dopo l'ossidazione
è inferiore alla durezza superficiale dopo il trattamento termico per tutto il corpo. In questo modo, rispetto al tutto
trattamento termico del corpo, la vita dello stampo che è semplicemente ossidato dalla lama è molto meno della vita di
lo stampo di tutto il trattamento termico del corpo, che è uno di loro.
In secondo luogo, la scelta del processo di trattamento termico è anche una ragione chiave. Generalmente, il processo di trattamento termico
comunemente usato dai produttori di stampi è il trattamento termico di forni ad alta temperatura. sebbene il
la superficie dello stampo può raggiungere una certa durezza, il processo di trattamento termico ad alta temperatura ha degli inconvenienti.
Gli stampi del trattamento termico ad alta temperatura possono avere più o meno durezza in varie parti.
La differenza e il trattamento termico ad alta temperatura possono solo raggiungere la durezza superficiale del
durezza corrispondente, minore è la durezza, minore è la durezza. Pertanto, i due punti sopra lo faranno
avere un impatto sulla vita dello stampo. Quindi quale tipo di processo è un processo di trattamento termico migliore? In questo momento,
il più adatto per la categoria coltello e stampo è il processo di trattamento termico del forno a bagno di sale.

 Il tuo messaggio deve contenere da 20 a 3000 caratteri!
Il tuo messaggio deve contenere da 20 a 3000 caratteri!